Q1
A1
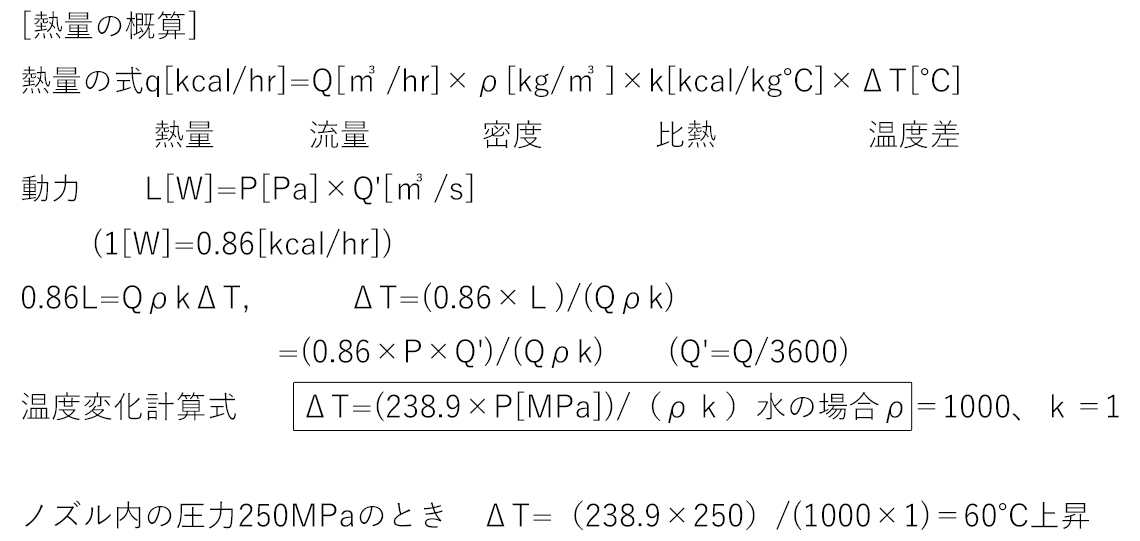
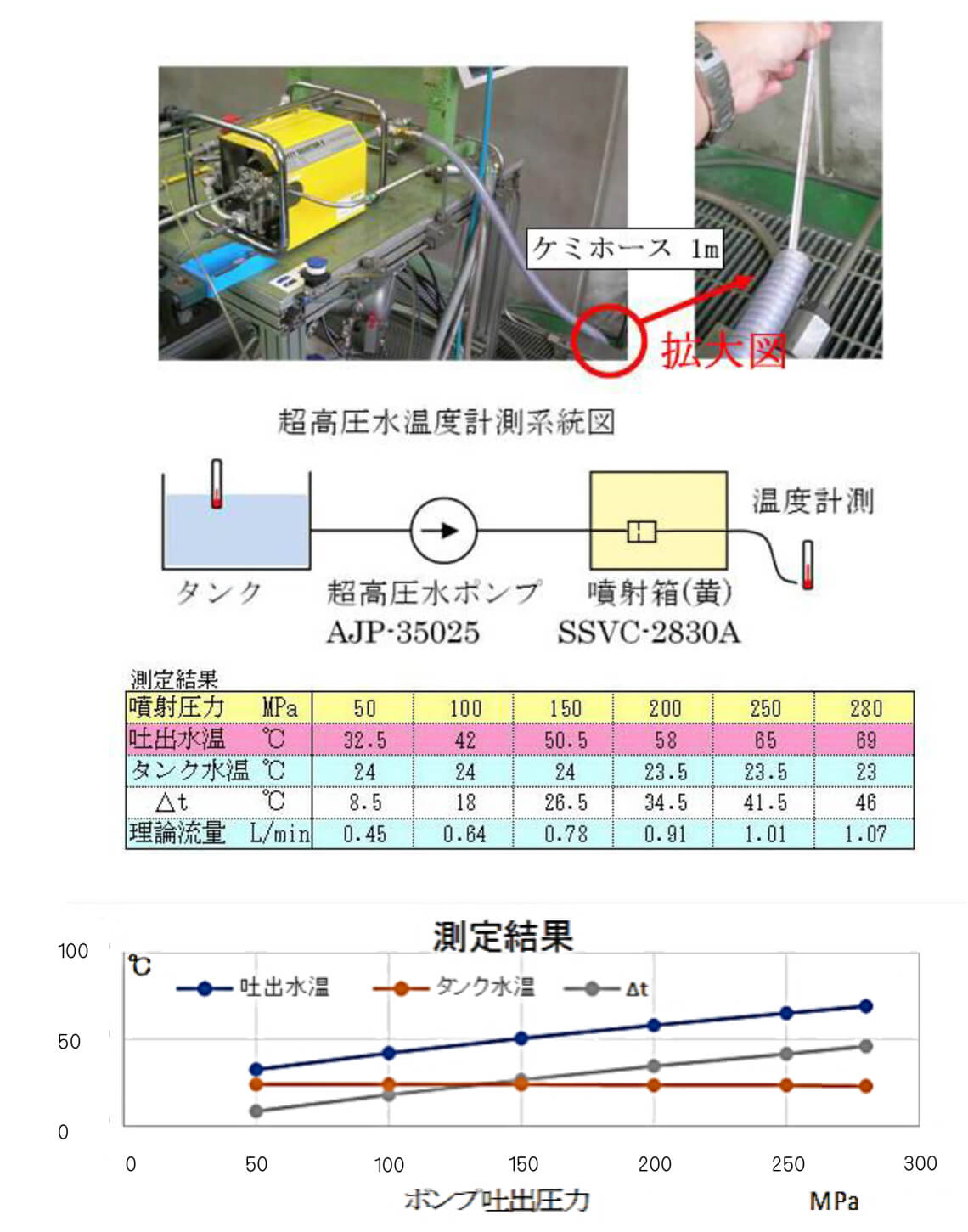
超高圧水の圧力エネルギがすべて熱に変わるとすると下記の[熱量の概算]に示すとおり、水温が60℃上昇する計算になります。実際にはこのエネルギは、はくりエネルギのほかはくり面の温度上昇や水の蒸発等にも消費され鉄板の温度はそこまでは上がりません。
鉄板表面の温度は触手による感覚で50℃程度となっています。
水の圧力エネルギはノズルで速度エネルギに変わり、①塗膜に衝突してはくりします。同時に②壁面の温度上昇、③水温の上昇と④水の蒸発を伴います。もし、①、②、④を無視して、水の圧力エネルギがすべて③水の温度上昇に変わるとして計算すると下記[熱量の概算]に示すとおり60℃となります。
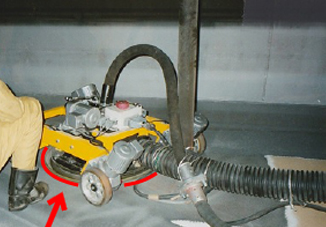
グリッド塗膜剥離装置
(矢印の部分から火花の飛散が見える)
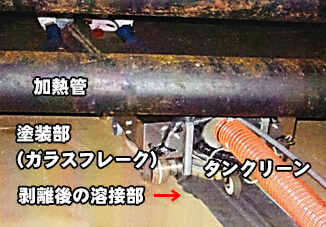
加熱管の下を行くタンクリーン
Q3
A3
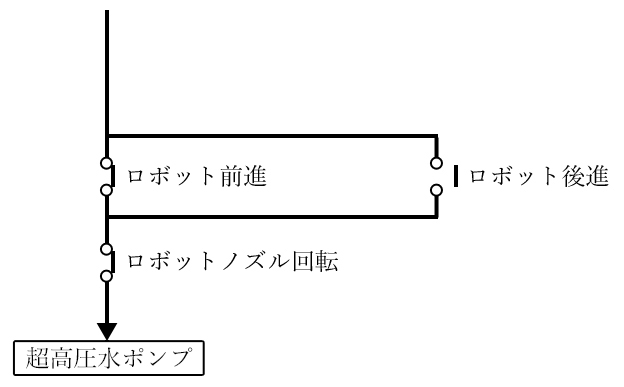
超高圧水ポンプの増圧指令には(1)ロボットノズル回転、(2)前進または後進スイッチon の2つの条件が組み込まれており、これが満足しない限り指令がポンプ側に伝達されずポンプ吐出圧力は上がらないようになっています。また、運転中にもしこの条件が欠落すると直ちにポンプ吐出圧力が下がるようインターロックされています。今までこれに関し現実に不具合を起こしたことはありません。(尚、毎日の工事着手時は本インターロック回路の作動確認テストを行っています。)
Q5
A5
ロボットの完成予備機(複数)のほか機器の交換部品を持参し、トラブルがあった場合に工事に支障ないように準備して参ります。
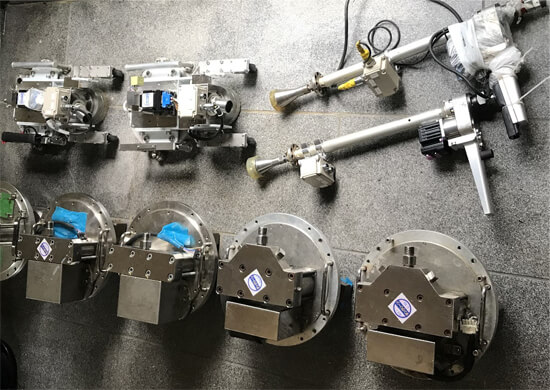
予備機器
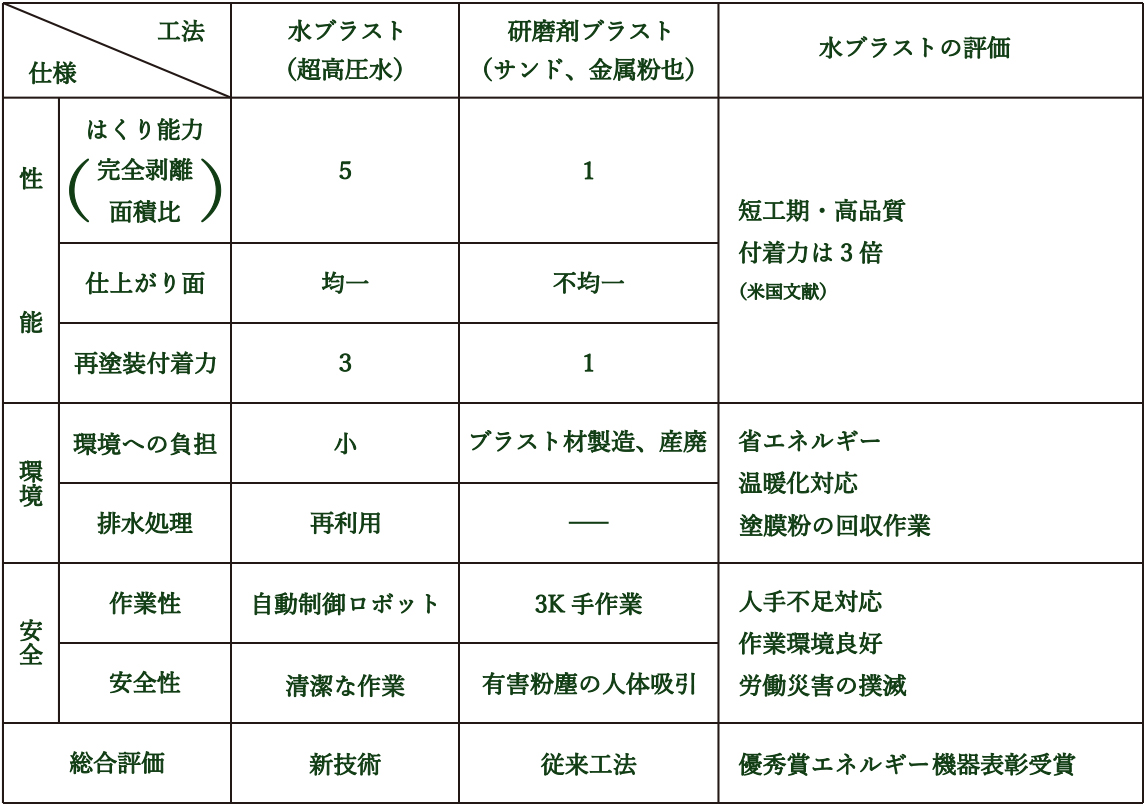
工法の比較
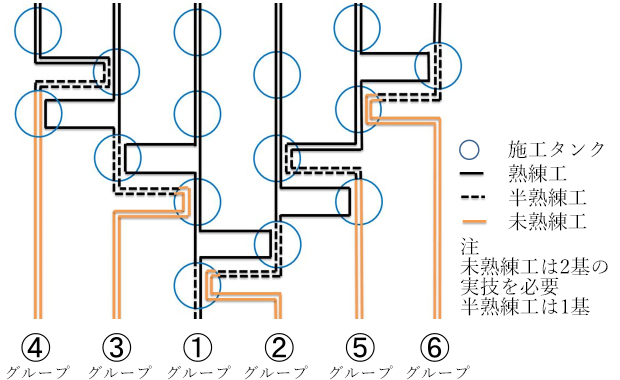
14-1対応可能基数想定表

14-2作業要員育成システム
Q15
A15
被射体(鉄板)の同じところに超高圧水を吹付け続ければ疵がつき凹みができ更に孔が貫通するのは当然です。
弊社ロボットのノズルを完全に静止させて高圧水を吹付けたときの実験をしました。結果は次のとおりです。
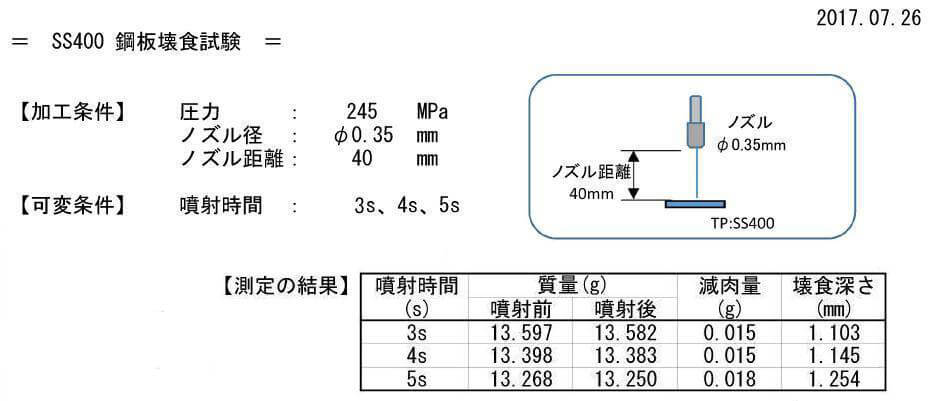
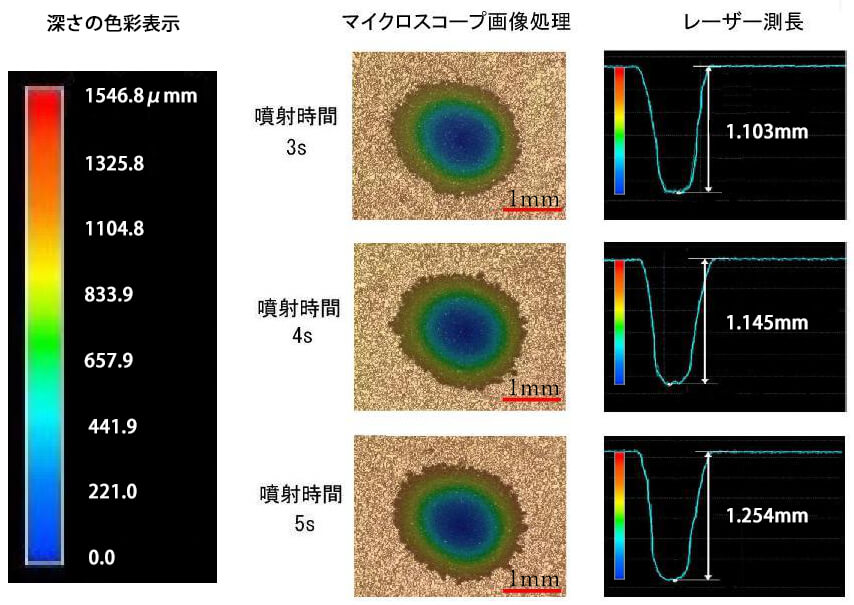
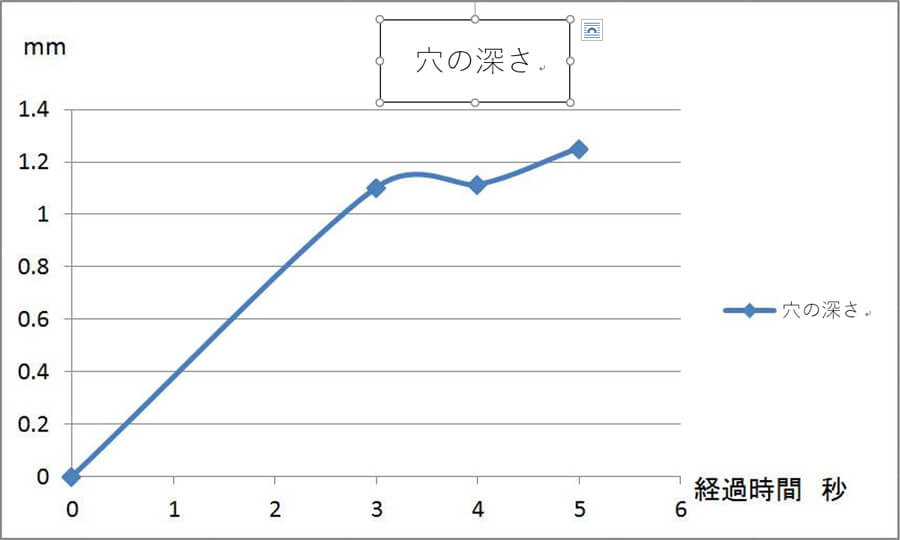
穴が深くなると穴の底に噴射水が溜まりこれが阻害して進行が遅くなります。
実作業ではノズルが高速で定速回転しており、ひとつの微小面積に噴流が当たっている時間は10-5のオーダーです。
本試験からも明かなとおり『ノズルの回転および移動が止まったままで超高圧水を噴射しない』ことが超高圧水ロボットの命題です。当社のロボットでは、万一ノズルの回転が落ちるか走行が止まると瞬時に噴射圧力を50MPaまで下げるようインターロックを装備しており、作動と同時に操作盤表示のシグナルが点滅し、さらに警報音を発します。当日の剥離作業開始前には必ず「インタロックの確認ボタンを押し噴射stopを確認し、これを復帰し作業にかかることを責任者が確認」することを義務としております。
しかし、実際の運転で今まで、テスト以外、このインターロックの動作が必要な事態に遭遇したことはありません。
元来超高圧水塗膜剥離装置は「母材を傷めない」のが特徴です。
通常、本装置で塗膜剥離したあとは塗装前の状態のままです。サンドブラストやスチールブラストでは母材を削り取ります。
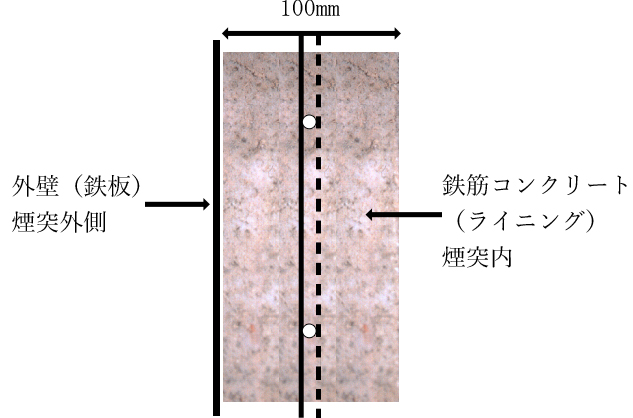
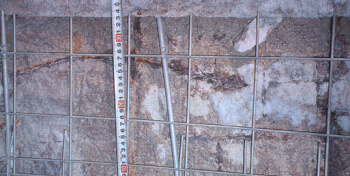
図1、図2は鉄筋コンクリート斫りロボットの例です。この例は煙突のライニングで、通常の2倍くらい強度の高いコンクリートですが、耐火コンクリーだけが削られ、鉄筋は無傷で残っています。
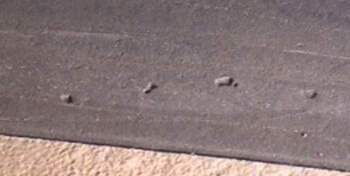
図3は石油タンク底板の塗膜を剥離した後です。母材を削られた跡はなく塗膜を除去した母材の凹凸がそのまま残っています。

例1 下図は特集〔塗装・防食の最新技術〕の抜粋です。図1(上段)は水ブラスト表面には不純物が残らないことを示します。表1(下段)は鋼板に残る塩化物・硫化物の残量を示す例です。
図1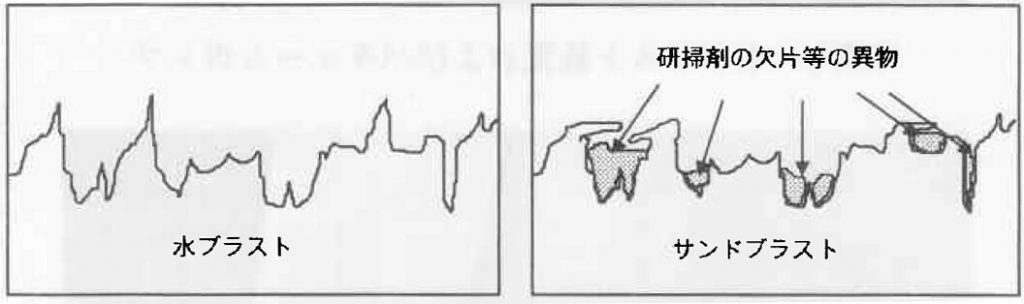
表1
|
無処理 |
水ブラスト後 |
サンドブラスト後 |
||
|
錆鋼板 |
塩化物 |
28μg/cm2 |
1μg/cm2 |
32μg/cm2 |
|
硫化物 |
5μg/cm2 |
1μg/cm2 |
2μg/cm2 |
|
|
塗装鋼板 |
塩化物 |
6μg/cm2 |
1μg/cm2 |
1μg/cm2 |
|
硫化物 |
8μg/cm2 |
0μg/cm2 |
4μg/cm2 |
|